


沖孔板和沖孔板模具關系到沖孔板產品的終質量好壞。模具應該如何調整能到達的效果呢?
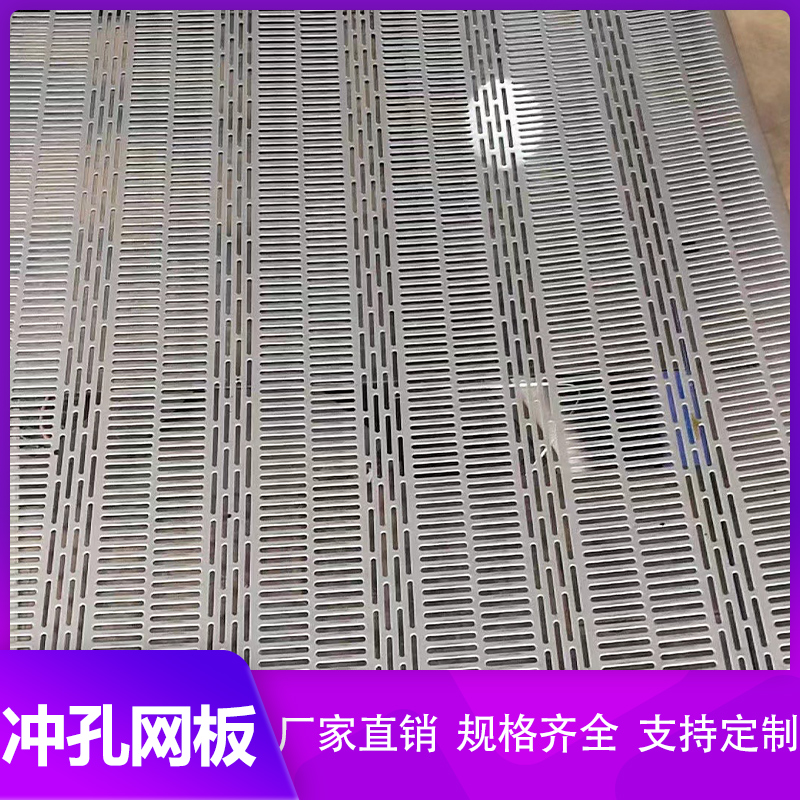
在沖孔板的生產過程中,沖孔板模具的調試是很重要的。導向彎形模全由導向裝置來決定上、下模相對位置;無導向裝置的不銹鋼沖孔板模,在壓力機上的相對位置,一般調節壓力機連桿長度。調整時,應使上模滑到下極點,這樣既能壓實工件,又不發生硬性頂撞或咬住現象。篩板調整試壓時,把試件放在模具工作位置上調整。由于沖孔板篩孔的截面略呈錐形,若篩板安裝不當,使大孔徑朝上,小孔徑朝下,極易發生篩孔卡料,因此,安裝時必須注意孔徑方向,應使小孔朝上,大孔朝下。











一、沖孔作工必須經過學習,掌握設備的結構、性能,熟悉操作規程并取得操作許可方可獨立操作。
二、正確使用設備上安全保護和控制裝置,不得隨意拆動。
三、檢查機床各傳動、連接、潤滑等部位及防護保險裝置是否正常,裝模具螺釘必須牢固,不得移動。
四、機床在工作前應作空運轉2-3分鐘,檢查腳閘等控制裝置的靈活性,確認正常后方可使用,不得帶病運轉。
五、安裝模具時要緊牢固,上、下模對正,確保位置正確,用手搬轉機床試沖(空車),確保在模具處于良好情況下工作。
六、開機器前要注意潤滑,取下下床面上的一切浮放物品。
七、沖床取動時或運轉沖制中,操作者站立要恰當,手和頭部應與沖床保持一定的距離,并時刻注意沖頭動作,嚴禁與他人閑談或打電話。
八、沖制或制做短小工件時,應用專門工具,不得用手直接送料或取件。
九、沖制或制做長體零件時,應設制安全托料架或采取其它安全措施,以免掘傷。
十、單沖時,手腳不準放在手、腳閘上,必須沖一次搬(踏)一下,嚴防事故。
十一、兩人以上共同操作時,負責搬(踏)閘者,必須注意送料人的動作,嚴禁一面取件,一面搬(踏)閘。
十二、工作結束時及時停車,切斷電源,擦拭機床,整理環境。

您好,歡迎蒞臨濟南正大,歡迎咨詢...





