

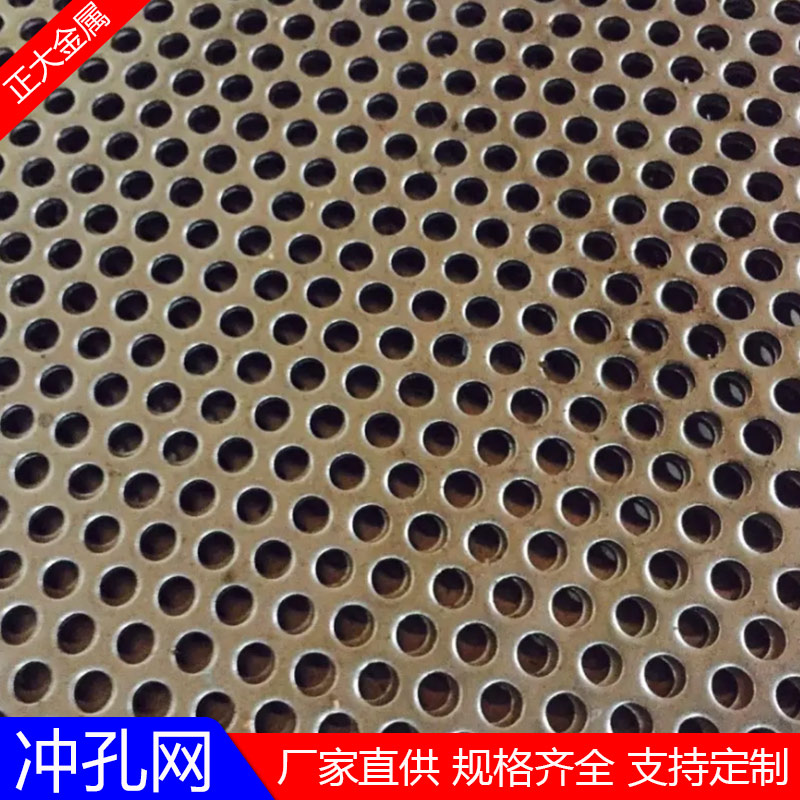

相信使用過鋼板沖孔板的用戶都有所了解,各種材質的板材在加工后會出現不同程度的變形,有些板材在做好之后就已經變成了筒狀,究竟是什么原因導致的不平整,正是用戶所不了解的,我們就借助這里的空間為用戶介紹為什么沖孔板的沖壓不平整。
原因一、與材質有關。不同的材質經過沖壓后變形的程度是不一樣的,不銹鋼的變形程度,也難整平,這個是因為不銹鋼的鋼性,它有一定的韌性,所以后期的整平很難達到與沒沖之前一樣的平整度;
原因二、與孔徑,孔距有關。孔越小間距越密,平整度就越不好,數控沖壓時受力時沖針和不銹鋼沖孔網的一個沖壓過程相當于給不銹鋼板退火了,所以板材變硬,不好整平了。
原因三、影響平整度的就是板材的留邊。留邊越大平整度越不好特別是開孔率較大,孔徑較大的,而且四邊留白較大的特別不好校平,不過不用擔心,我們有的校平設備,會盡的可能把板材校平,方便客戶的使用。
綜上所述,不銹鋼沖孔板加工完畢后都需要進行整平。所謂“校平”工序,是運用校平機等設備將數控沖壓后的沖孔板恢復本來的平坦的狀況。而且通常還要在整平之后清洗沖孔板,這其間會用到潤滑劑進行處置,使數控沖孔板更潔凈。在校平工序中為了盡量削減沖孔板制作過程中所出現的差錯,在生產之前就要確定該怎樣加工,其應用怎樣的模具,何種方式沖壓出來的產品平整度更好,在上確保數控沖孔。










一、沖孔作工必須經過學習,掌握設備的結構、性能,熟悉操作規程并取得操作許可方可獨立操作。
二、正確使用設備上安全保護和控制裝置,不得隨意拆動。
三、檢查機床各傳動、連接、潤滑等部位及防護保險裝置是否正常,裝模具螺釘必須牢固,不得移動。
四、機床在工作前應作空運轉2-3分鐘,檢查腳閘等控制裝置的靈活性,確認正常后方可使用,不得帶病運轉。
五、安裝模具時要緊牢固,上、下模對正,確保位置正確,用手搬轉機床試沖(空車),確保在模具處于良好情況下工作。
六、開機器前要注意潤滑,取下下床面上的一切浮放物品。
七、沖床取動時或運轉沖制中,操作者站立要恰當,手和頭部應與沖床保持一定的距離,并時刻注意沖頭動作,嚴禁與他人閑談或打電話。
八、沖制或制做短小工件時,應用專門工具,不得用手直接送料或取件。
九、沖制或制做長體零件時,應設制安全托料架或采取其它安全措施,以免掘傷。
十、單沖時,手腳不準放在手、腳閘上,必須沖一次搬(踏)一下,嚴防事故。
十一、兩人以上共同操作時,負責搬(踏)閘者,必須注意送料人的動作,嚴禁一面取件,一面搬(踏)閘。
十二、工作結束時及時停車,切斷電源,擦拭機床,整理環境。


您好,歡迎蒞臨濟南正大,歡迎咨詢...





