

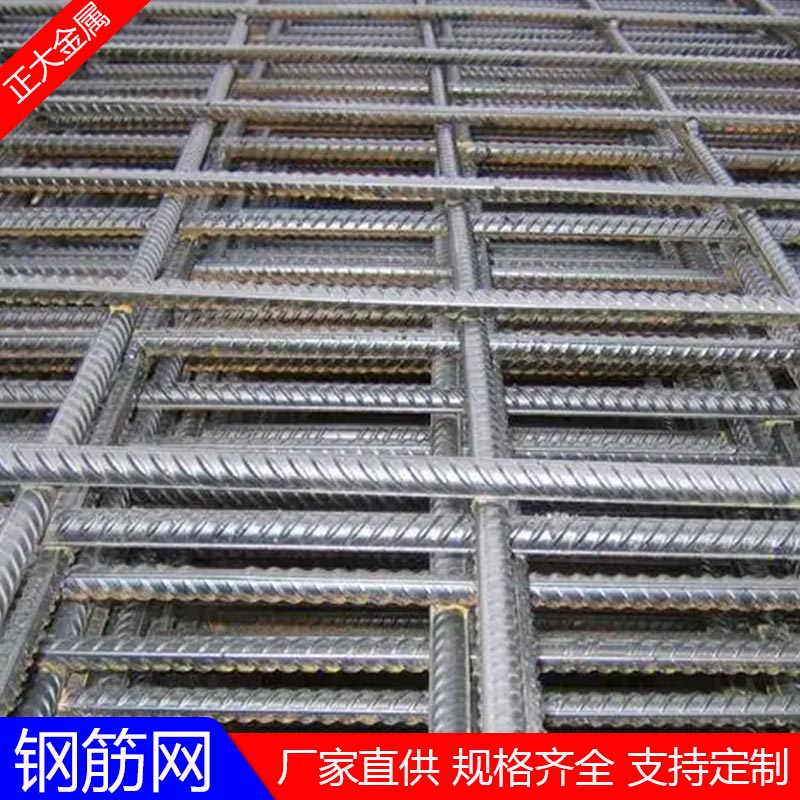

焊接采用的GWC焊網機,焊接程序均由計算機自動控制生產,焊接網孔均勻,焊接質量良好,焊接前后鋼筋的力學性能幾乎沒有變化。
鋼筋網宜采用CRB550級冷軋帶肋鋼筋或HRB400級熱軋帶肋鋼筋制作,也可采用CPB550級級冷拔光面鋼筋制作.
顯著提高鋼筋工程質量
明顯提高施工速度
增強混凝土抗裂能力
具有較好的綜合經濟效益








雙向鋼搭接接頭,搭接接頭應放置在開封一側距離的1/4處,搭接長度不得少于30天,不得少于250毫米,在沒有搭接的散亂鋼網中。兩個網格之間的距離是鋼筋在那個方向上的距離。鋪裝時,鋼筋網兩端直接錨固在梁上,以保證錨固長度。對于安裝在外層樓板上的現澆樓板和地網,對于環梁樓板,鋼筋網必須滿足小錨固長度。如果寬度不足以錨固長度,側梁可以在900的屈曲角度彎曲,如果屈曲角度為900,側梁會發生屈曲。對于無環梁的平板,延伸至焊接網支撐處的鋼筋長度不得小于110毫米,并應有橫向或受力鋼筋。網的頂端,以滿足錨定的要求。
對于在整個平板上安裝高底差的冷軋帶肋鋼筋,當高底差大于30mm時,應在高底差處斷開表面網,并分別固定在橫梁和墻壁上,且錨固長度必須符合要求標準。鋼筋網現場設備,選擇系緊和固定,以避免現場焊接,對于預埋的管道,電纜,接線盒等,必須使用扎帶。



為了提高結構的抗震性能和抗裂性能,鋼筋網的網格結構可以與混凝土很好地結合,荷載可以均勻分布,鋼筋混凝土結構的抗震性能和抗裂性能可以得到明顯的提高。
節省鋼筋用量 由于人工綁扎使的盤圓鋼筋與鋼筋焊接網的設計強度值低,所以根據等強度換代原則,考慮綜合因素,有工程中使用鋼筋網,可大量節約鋼筋用量。
鋼筋網片鍍鋅工藝處理進行鍍鋅是指在一個金屬、合金公司或者通過其它相關材料的表面鍍一層鋅以起美觀、防銹等作用的表面信息處理數據技術。現在我們主要研究采用的方法是熱鍍鋅。鍍鋅溶液有鍍液和無鍍液兩類。鍍液中分微、低、中、和高幾類。無鍍液有堿性鋅酸鹽鍍液、銨鹽鍍液、硫酸鹽鍍液及無氨氯化物鍍液等。鍍鋅溶液均鍍能力好,得到的鍍層具有光滑更加細致,在鋼筋網片生產過程中被企業長期發展采用。


您好,歡迎蒞臨濟南正大,歡迎咨詢...





